







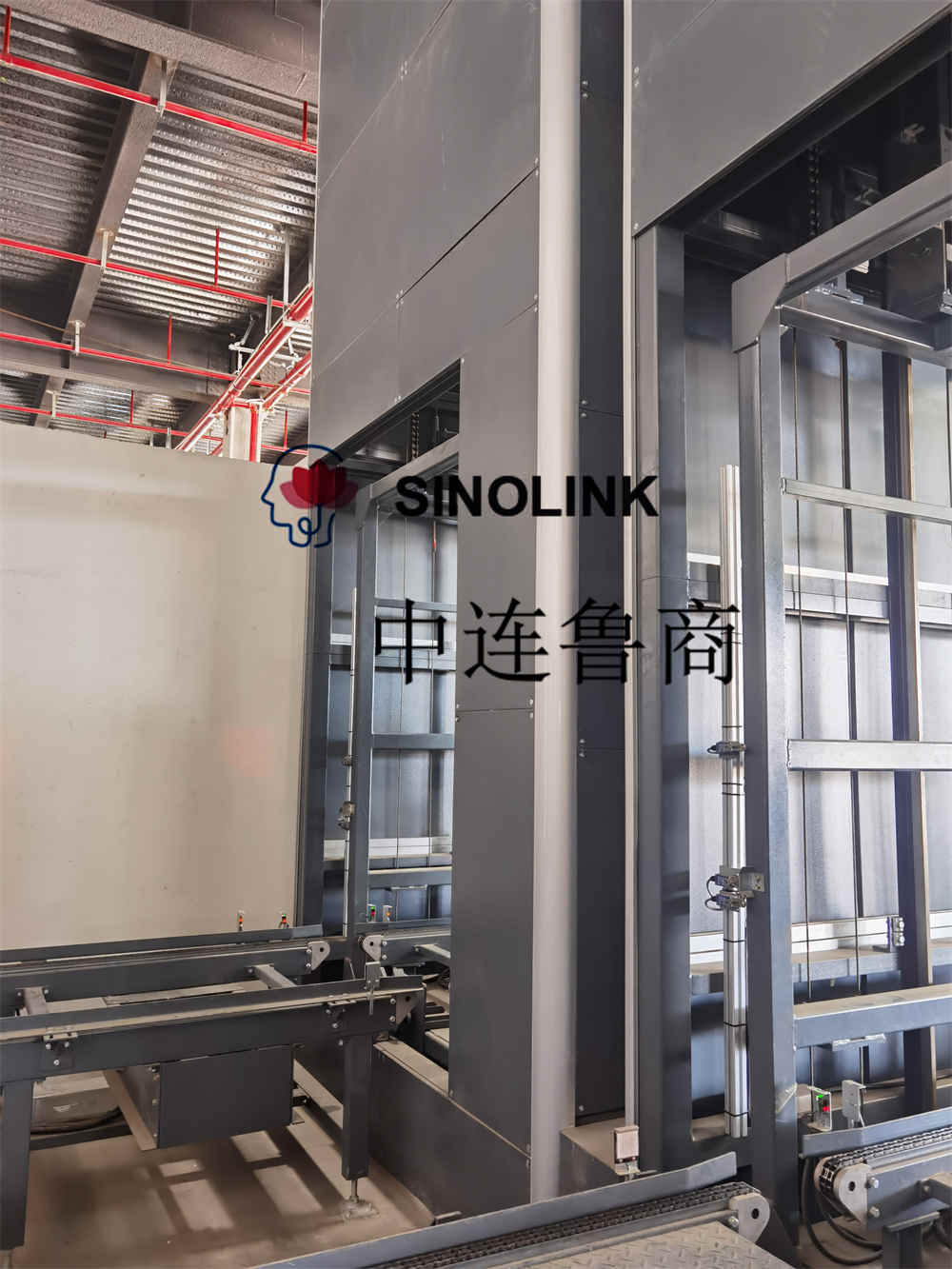

Transportador de elevación vertical reciprocante no tripulado completamente automático
Transportador de elevación vertical de carga pesada no tripulado completamente automático
Él permite sin escalas o transporte alternativo del producto en un confinado espacio. Este aumentar es caracterizada a través de su seguridad, confiabilidad, excesivo área de ocupación pequeña de eficiencia de trabajo.
Equipo de elevación para transportador de elevación vertical alternativo no tripulado completamente automático:
Este transportador de elevación vertical del tipo de carga pesada no tripulado completamente automático es apropiado para levantar cajas de cartón, bolsas tejidas, barriles de plástico y diferentes mercancías hacia arriba y hacia abajo verticalmente.

1 El marco fundamental
1 Material: 80*80mm aluminum alloy profiles, linked and assembled by means of screws
two Protective screening: exterior body adopts obvious natural glass
2 Sistema de transporte
1 The most important chain makes use of carbon metal 16A-1 curler chain whose pitch is 25.4mm with W-2 bending plates bilaterally.
two The pallet chain adopts unidirectional bending, pitch 25.4mm.
three The pallet makes use of 9269K aluminium profile, the floor is macromolecule plastic
3 Sistema de conducción
1 The foremost axis makes use of carbon metal with nigrescence treatment, diameter 55mm
two Drive sprocket makes use of 16A-17 duplex chainwheel. Driven wheel makes use of 16A-17 easy chainwheel
three Tension bridle gadget makes use of T208 undeniable bearing housing
four The energy is SEW equipment reducer motor 4 Sistema de control
4 Sistema de control
1 The manipulate software is Taiwan Yonghong PLC programming
two Detecting optoelectronic swap is Omron brand
three The manage cupboard is made of carbon steel
5 Flujo de trabajo del transportador de elevación vertical
The product to be delivered is ready on the conveying line related to the elevator. When the photoelectricity detects that the pallet is in place, the PLC troubles a command. The blockading gadget will launch or the conveying line will start, and releases a product to the pallet. When the 2nd product arrive at the ready position, the block will raise or the conveying line stops and starts to wait for the photoelectricity to observe the subsequent pallet, then the PLC programming will trouble a command once more to launch the product.


Requisito detallado, póngase en contacto con nosotros en cualquier momento. ¡Debemos ayudar a proporcionarle el programa más optimizado!
Att.: Ady
WhatsApp:+86 15634865861







